Krótki przegląd Nylon 6 (Poliamid 6) Proces produkcyjny
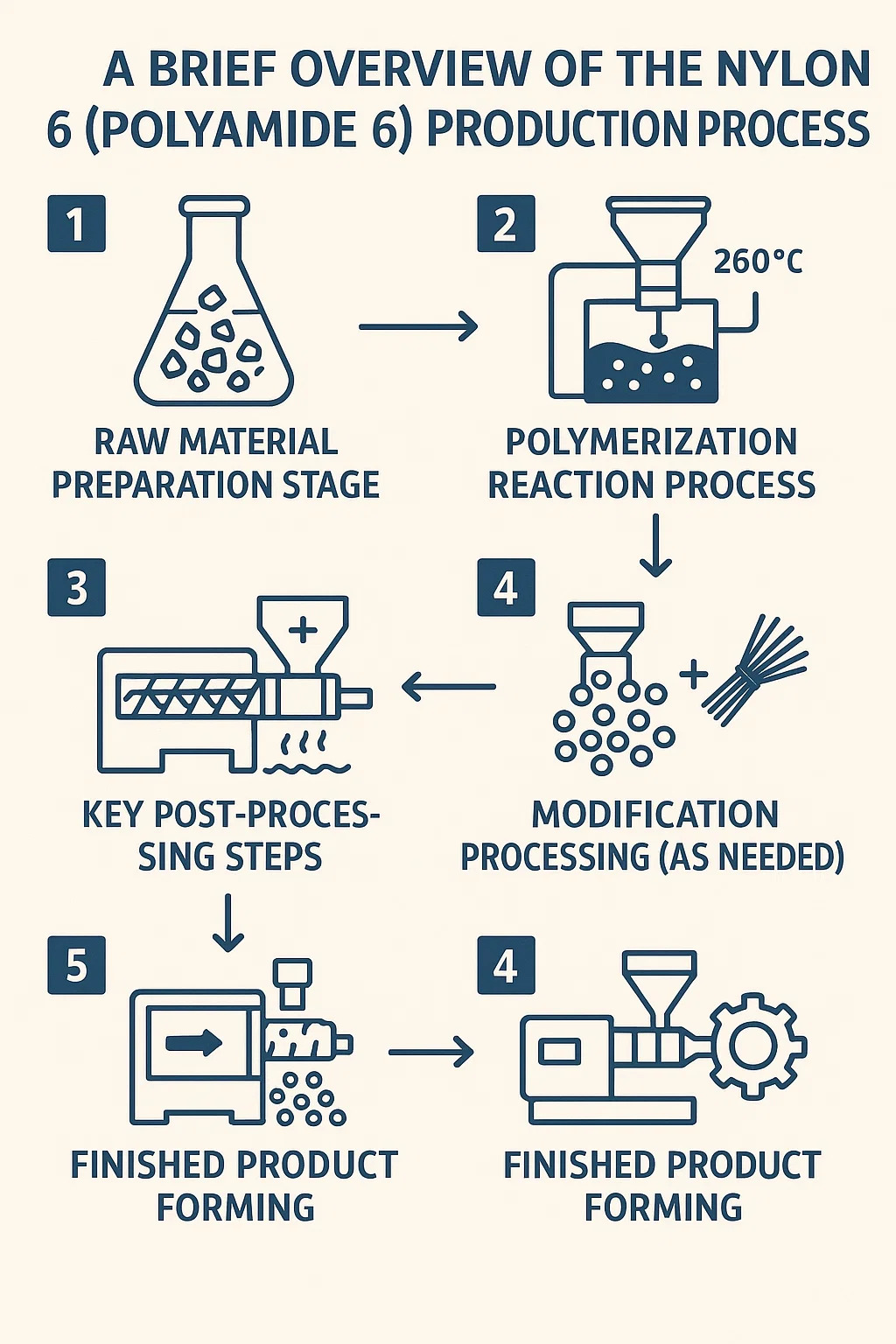
1. Etap przygotowania surowca
Obróbka monomeru rdzenia: Zastosowanie kaprolaktamu (pochodnej ropy naftowej, występującej w postaci białych kryształków przypominających biały cukier), który należy oczyścić w celu usunięcia zanieczyszczeń metalicznych (jony żelaza mogą powodować odbarwienie gotowego produktu).
2. Proces reakcji polimeryzacji
Inicjacja otwarcia pierścienia: Kaprolaktam miesza się z niewielką ilością wody i „otwiera pierścień” (łańcuchy molekularne pękają) w reaktorze wysokotemperaturowym 260℃, podobnie jak lód topnieje w wodzie.
Połączenie łańcuchowe: Cząsteczki z otwartym pierścieniem łączą się od końca do końca, tworząc polimer o długim łańcuchu (w tym miejscu nazywany stopionym nylonem 6).
3. Kluczowe etapy przetwarzania końcowego
Wytłaczanie i granulowanie: Stop jest wytłaczany przez matrycę w cienkie pasma, natychmiast schładzany i utwardzany wodą, a następnie cięty na peletki Nylonu 6 (przypominające granulki tworzywa sztucznego).
Mycie gorącą wodą: Pelety moczy się w gorącej wodzie o temperaturze 90℃ w celu wypłukania około 10% nieprzereagowanych monomerów (poddawanych recyklingowi do następnej partii produkcyjnej).
Głębokie suszenie: Pelety są bębnowane i suszone w gorącym powietrzu o temperaturze 110 ℃, aby zapewnić zawartość wody <0,1% (nadmierna wilgoć może powodować pienienie podczas formowania wtryskowego).
4. Przetwarzanie modyfikacji (w razie potrzeby)
Typ wzmocniony: Włókna szklane są mieszane podczas topienia peletek (w celu poprawy wytrzymałości, stosowane w częściach obciążonych, takich jak koła zębate).
Typ odporny na promieniowanie UV: dodaje się sadzę lub stabilizatory organiczne (w przypadku produktów zewnętrznych odpornych na działanie promieni słonecznych).
Typ uniepalniający: Dodano bezhalogenowe środki zmniejszające palność (niezbędne w przypadku elementów elektronicznych i elektrycznych).
5. Formowanie gotowego produktu
Formowanie wtryskowe: Wysuszone peletki są podawane do wtryskarki, podgrzewane i topione, a następnie wtryskiwane do formy, chłodzone i rozformowywane w celu uzyskania produktu (takiego jak koła zębate i obudowy).